(14) حاوية اللصقة
(15) حاوية الخرسانة
(16) ورشة عمل التصفيف
(17) منطقة الإنتقال لعمليات التصفية
(18) منطقة المعالجة المسبقة
(19) خط إسترجاع القالب
(20) آلة القطع المستعرض
(21) آلة القطع الطولاني
(22) غرفة توزيع البخار
(23) خط إعادجة العربة
(24) المفصل
(25) خط التغليف
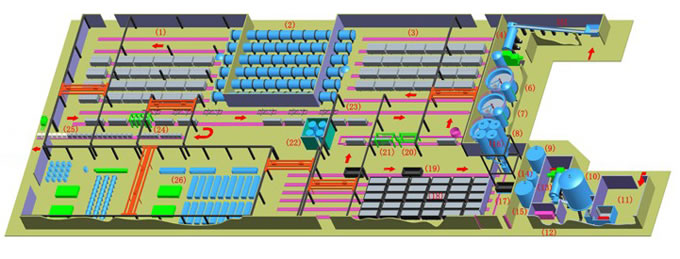
(26) منطقة الحفظ لعمليات معالجة فولاذ التسليح تنسيق معدات إنتاج بلوك/ لوح الخرسانة الخلوية المعقمة التي لدينا موضح كما في الصورة . يمكنك مراجعة المعلومات التفصيلية لعمليات الإنتاج و آلات بلوك الخرسانة كما يلي :
1. وزن و تصفيف المواد الخام .
2. تزويد المواد الخام في آلة الصب لصنع الطين .
3. بعد الخلط التام ، ينقى الطين إلى قالب .
4. بعد اللمعالجة المسبقة تحت درجة حرارة معينة لوقت معين ، تصبح القطع بصلابة كافية لقطعها .
5. ندفع العربة لقلب القالب إلى درجة 90 درجة .
6. من ثم يأخذ التشكسل الكيكة معاً مع اللوح الجانبي إلى عربة القطع .
7. الجانبين العموديين للبلوك سيقطع في عربة القطع .
8. ثم القطع الطولاني سيتم في إتجاه أفقي.
9. أخيرا القطع الأفقي سيتم في إتجاه طولاني.
10. بعد القطع ، تعلق الكيكة في العربة مع ألواح جانبية بواسطة رافعة المنتج النصف نهائي .
11. نظم الكيك بشكل جيد و ضعها في المعقم .
12. تصليب الكيك في درجة حرارة و ضغط معينان .
13. خذ المنتجات النهائية خارج الأوتوكلاف .
14. ستقوم رافعة بأخذ المنتجات النهائية إلى كومة المنتجات .
15. المنتجات مغلفة للنقل .
16. الألواح الجابية يم تقليبها بواسطة مدور اللوح الجانبي .
17. اللوح الجانبي و القالب الفارغ سيتم إعادة تنظيمها .
18. نظف القالب و حضر عملية الصب التالية .
1. تخزين ومعالجة المواد الخام
المواد الخام هي الرمل: (1) مخلفات الرمال ( أو رمل كوارتز)، جبس
نقل مخلفات الرمال إلى محطة الإنتاج لتخزين. عند الإنتاج، استخدام المحمل لحملها في القادوس، بعد التغذية والتوزين، سيتم نقلها بحزام النقل إلى المطحنة الرطبة لتنفيذ الطحن الدقيق وتحويلها إلى اللب. عند عملية تحويل اللب، إضافة المياه المقدارية، إنه سيساعد على التجهيز الأولي للملاط مع التركيزات المناسبة. اللب المطحون الناعم يتدفق إلى حجرة الخلط عبر المطحنة، وهنا إضافة كمية معينة من المياه لتجهيز ملاط بالتركيزات المناسبة للإنتاج، ثم استخدام مضخة الملاط الغاطسة لضخ الملاط إلى الخزان (100m3) لتخزين. كما يمكن إضافة بشكل مباشر مخلفات الرمال ذات النعومة المناسبة إلى قادوس المنخل الأسطواني، وشطفها بالمياه إلى حجرة الخلط لتحويل اللب. أثناء العملية، حيث أسلوبان لإضافة الجبس أو الفسفوجبسوم، أولا، إضافته مع مخلفات الرمال معا حسب نسبة معينة إلى آلة الطحن الرطب للطحن وتحويل اللب. ثانيا، إضافة كمية معينة من الجبس مباشرا إلى حجرة الخلط لتحويل إلى اللب، ثم ضخه إلى خزان الجبس (10m3) لتخزين.
المواد الخام هي الرماد المتطاير:
(1) الرماد المتطاير، الجبس
استخدام عملية اللب المخلوط للرماد المتطاير والجبس. عند الإنتاج، إضافة الرماد المتطاير والجبس حسب نسبة معينة إلى الحوض لتجهيز الملاط المخلوط. عند عملية تحويل اللب، إضافة المياه المقدارية لتشكيل الملاط مع التركيزات المناسبة. ثم ضخها عن طريق مضخة الملاط إلى خزان الملاط لتخزين.
(2) الجير الحي
يتم شحن بلوك الجير الحي إلى رصيف الميناء، ثم نقلها إلى المحطة بالشاحنة للتفريغ والحمل. بعد تكسيرها بكسارة الفك، وتغذيتها برافعة القادوس إلى قادوس الجير الحي. ثم تغذيتها بناقل الحزام المغلق إلى المطحنة لعملية الطحن. ثم يتم نقل مسحوق الجير الحي بالناقل اللولبي إلى رافعة القادوس، وأخيرا يتم نقل إلى صومعة مسحوق الجير الحي لتخزين.
(3) الأسمنت
النظر في استخدام الأسمنت السائب (غير معبأ)، يتم نقل الأسمنت السائب بشاحنة الأسمنت السائب إلى المحطة، ثم ضخها مباشرا إلى صومعة مسحوق الأسمنت لتخزين.
(4) مسحوق الألمنيوم
تخزين براميل معجون مسحوق الألمنيوم في المستودع. يتم نقلها بالمرفاع الكهربائي إلى الطابق الثالث من مخزن المواد، وضعها يدويا في خلاطة مسحوق الألمنيوم لتخليط إلى مستعلق بـ 5% لتخزين. ثم استخدام مقياس تدفق المياه لإضافة المياه المقدارية في مسحوق الألمنيوم.
(5) قضبان السلك الفولاذي والطلاء المقاوم للصدأ
تخزين قضبان السلك الفولاذي والطلاء المقاوم للصدأ في المستودع المطابق لتخزين.
(6) الخردة ونفايات الملاط
يتم قص الخردة بخط التقطيع، وهبوط الخردة المقطوعة إلى قاع المنحدر. وثم يتم شطفها ونقلها إلى الجزء الأسفل من حوض نفايات الملاط، بعد الشطف والخلط باستمرار حتى وصول تركيز معين، فثم يتم ضخها بمضخة الملاط الغاطسة إلى خزان نفايات الملاط (50m3) لتخزين. ومياه الصرف من خزان الملاط، مقياس الملاط وخلاط الصب تبهط عبر الأنبوب إلى حوض مياه الصرف من الخلاط، ثم يتم ضخها بمضخة الملاط الغاطسة إلى حوض نفايات الملاط من آلة القص لخلط مع مياه الصرف من أجل تحويل اللب.
2. تجميع، تخليط، صب، تصليب مسبق
يتم تغذية الجير والأسمنت بآلة التغذية ذات الأنبوب اللولبي المفرد في قاع الصومعة إلى مقياس المسحوق الإلكتروني، بعد القياس المتراكم، يتم تفريغ بآلة التغذية ذات الأنبوب اللولبي المفرد إلى خلاط الصب.
بعد فتح صمام من كل خزان ملاط (100m3 و50m3)، فيتم تفريغ ملاط مخلفات الرمال ونفايات الملاط على التوالي إلى حجرة الخلط بجانب الخزان. ثم يتم ضخها إلى مقياس الملاط الإلكتروني للقياس المتراكم. ثم يصل وزن الملاط إلى متطلبات التجميع، وسوف يغلق نظام التحكم الأوتوماتيكي صمام التفريغ. سيتم صب الملاط (الملاط بعد القياس) إلى الخلاط وفقا للتعليمات.
بعد توزين مسحوق الألمنيوم يدويا، صبه في خلاط الألمنيوم (1.5m3) لتجهيز المستعلق من أجل التخزين. ويتم تغذية المستعلق المختلط مباشرا في مقياس الألمنيوم، بعد القياس، يتم صبه في الخلاط.
قبل صب الملاط، يجب على درجة الحرارة أن تكون تصل إلى متطلبات العملية. إذا كانت درجة الحرارة غير كافية، فيمكن تسخينها بواسطة البخار. عند عملية الصب، يتم نقل القالب إلى خلاط الصب بواسطة العربة الخاصة.
يتم نقل القالب المصبوب إلى حجرة التصليب المسبق بعربة التصليب المسبقة للتصليب المسبق الساكنة حوالي 1.5-3 ساعات.
3. القص وتعيين الزمرة
بعد عملية التصليب المسبقة الساكنة ووصول قوة القص، سيتم نقل المادة بالعربة الخاصة من حجرة التصليب المسبق إلى خط إنتاج الصب – التصليب المسبق – القص بشكل دوري لتجهيزها عن طريق قص خمسة جوانب. يتم التحكم في عملية القص الكاملة بوحدة التحكم PLC في آلة القص، مما يحقق التحكم الأوتوماتيكي بلمسة واحدة.
المواد المقطوعة تكون منقولة إلى محطة التقلب على الأرضية لتقليبها عكسيا بـ 90° من أجل تنظيف الجزء الأسفل من المادة. بعد الانتهاء من هذه العملية، يتم نقل المادة إلى عربة التصليب البخاري، كل عربة ذات ثلاثة قوالب، ويوجد ست عربات التصليب البخاري لكل خط السكة الحديدية أمام أوتوكلاف.
4. التصليب البخاري والمنتجات الجاهزة
يتم نقل المواد (بعد تعيين الزمرة) إلى أوتوكلاف بواسطة آلية الجر لكل سكة من أجل التصليب البخاري. وقت التصليب البخاري بالضغط المستقر للمواد في الأوتوكلاف حوالي 6 ساعات، وضغط البخار 1.2Mpa، درجة الحرارة حوالي 183℃. بعد تم التجهيز والتصليب البخاري للمنتجات، سيتم سحبها من الأوتوكلاف من خلال الونش.
5. الفصل والمنتجات الجاهزة
تنقل الأسطوانات المنتجات الجاهزة (مع الألواح الجانبية) إلى آلة الفصل من أجل فصل البلوك أو اللوح. ثم تكون المنتجات الجاهزة المنفصلة منقولة إلى الرافعة بواسطة الأسطوانة لرفع المنتجات الجاهزة. من بينها، يتم رفع الألواح إلى منطقة الانتقال، ويتم نقلها بالرافعة الشوكية إلى منطقة الإصلاح للفحص والصيانة، ثم يتم نقل الألواح المصلحة بالرافعة الشوكية إلى ساحة التخزين. ويتم رفع البلوك إلى خط تغليف البلوك، بعد تغليفها يدويا، ونقلها إلى ساحة التخزين بالرافعة الشوكية.
6. رجوع الألواح الجانبية، تجميع القالب وطلاء بالزيت
بعد الانتهاء من رفع المنتجات الجاهزة، لا تزال تسير الألواح الجانبية الفارغة على طول الأسطوانات إلى نظام التقلب من الأوتوكلاف، ثم أداة النشر المتقلبة ترفع هيكل القالب، ويتم جمع اللوح الجانبي في القالب، وتدوير بـ 90° لرفع ونقل إلى خط رجوع القالب. هنا سيتم تنظيف القالب والطلاء عليه بالزيت، ثم تنفيذ الصب بشكل دوراني.
7. إنتاج القضبان الفولاذية وتجفيف الطلاء
يتم معالجة القضبان الفولاذية (حديد التسليح) بواسطة آلة الاستقامة والتقطيع بالأحجام والأطوال المختلفة وتكديسها على الرفوف.
عند إنتاج الشبكة الفولاذية، وضع العديد من القضبان الفولاذية الطويلة والقصيرة في صندوق القضبان الفولاذية من آلة اللحام المتعددة النقطة الأوتوماتيكية، ثم وفقا لاحتياجات الإنتاج، يتم تلحيمها إلى شبكة واحدة بواسطة آلة اللحام المتعددة النقطة الأوتوماتيكية، قطعتين لكل مرة.
بعد تم تشكيل الشبكة الواحدة، أخذ الشبكتين من الطبقة العليا والطبقة السفلى وعدة الوصلات لتلحيمها لتشكيل القفص الشبكي الفولاذي بآلة اللحام المفردة النقطة نوع معلق، ثم نقلها إلى الحافة الأمامية لصندوق تجفيف الطلاء.
نقل الطلاء المقاوم للصدأ المعبأ في البرميل إلى الحافة الأمامية من صندوق التجفيف من منطقة تجهيز الفولاذ، بعد خلطه في السائل بواسطة خلاط السوائل الحافظة، وصبه في خزان الخلط الغاطس المضاد للتآكل من أجل التخزين.
رفع القفص الشبكي الفولاذي تحت عارضة الرفع، ثم نقله بواسطة الرافعة المفردة العارضة ووضعه في خزان الخلط الغاطس المضاد للتآكل، بعد ذلك، رفع القفص ووضعه على سلسلة الناقل من فرن التجفيف. سرعة النقل للسلسلة هي 1.7m/min، سيتم نقل القفص من الحافة الأمامية إلى الحافة الخلفية لصندوق التجفيف، في هذه العملية، تم تجفيف طلاء الشبكة. إذا كان سمك الطلاء لم يبلغ متطلبات الإنتاج، يمكن تكرر عملية الغطس والتجفيف. القفص الشبكي الفولاذي المجفف سيكون مرفوعا ومنقولا بواسطة رافعة مفردة العارضة إلى رف الشبكة لتخزين.
8. تجميع الشبكة وإدخال وإخراج القضبان
عند الإنتاج، يتم نقل القفص الجاهز إلى جانب هيكل رفع الشبكة لغرفة التصليب المسبق، ثم رفعه إلى الطابق الثاني من غرفة التصليب المسبق. هناك صفان من الرفوف لوضع هيكل الشبكة، الصف الواحد مستخدم لوضع الهيكل الفارغ (بعد إخراج القضبان، صف A)، الصف الآخر مستخدم لوضع الهيكل المجمع (صف B). يقوم العامل بتجميع الشبكة في صف B، بعد الانتهاء، ونقلها إلى صف A لإدخال القضبان في القالب. بعد صب الاسطمبات، تنفيذ إدخال القضبان، بعد التصليب المسبق للقالب، ثم تنفيذ إخراج القضبان. ويتم نقل المادة الجاهزة إلى جانب آلة القص لتقطيع.
إذا تحتاج إلى معلومات إضافية حول عمليات الإنتاج لمعداتنا لإنتاج لوح / بلوك الخرسانة ، إتصل بنا في أي وقت . مرحباً بك كذلك لزيارة شركتنا .
-
-
عرض لفترة محدودة!
ماكينة أوتوماتيكية لتغليف البضائع بالبلاستيك المطاط باستخدام ذراع دوّارة Cyklop
متوفرة الآن في تايلاند – الحل الأمثل للتغليف الفعال، جاهزة للاستخدام الفوري!
تفاصيل أكثر +
|  English
English English
English English
English Русский
Русский Español
Español العربية
العربية العربية
العربية Indonesia
Indonesia فارسی
فارسی